Разрушение коронковой части зуба – одна из самых актуальных проблем стоматологии. Коронка может быть значительно разрушена в результате травмы, кариозного процесса и эндодонтического лечения зуба. Подобные разрушения уже давно не являются показанием к удалению зуба, – современные технологии позволяют восстановить большинство дефектов. Основные критерии возможности реставрирования:
• глубина разрушения коронковой части зуба;
• состояние оставшихся твердых тканей корневой части зуба;
• состояние связочного аппарата зуба;
• состояние околоверхушечных тканей (верхушечного периодонта).
При значительном разрушении коронковой части зуба, требующем восстановления культи и изготовления различных искусственных коронок, в течение многих лет врачи стоматологи-ортопеды изготавливают литые культевые штифтовые вкладки. Несмотря на большое разнообразие стандартных штифтов, изготовление литых вкладок по-прежнему занимает важное место в практике стоматолога-ортопеда.
В Беларуси наиболее широко распространён прямой метод изготовления литых культевых штифтовых вкладок. Вкладка моделируется из моделировочного воска «Лавакс» непосредственно в полости рта пациента. Но наряду с положительными характеристиками «Лавакса» (дешевизна и быстрота работы) использование воска имеет немало отрицательных моментов. В частности, необходима доработка вкладки после литья, поскольку при моделировке сложно добиться нужной формы и размера будущего изделия. Восковая репродукция вкладки может деформироваться на любом из этапов изготовления: при моделировке, при извлечении, при транспортировке, при установке в литниковую систему. Кроме того, из воска сложно изготавливать разборные вкладки и вкладки в зубы с разрушением тканей ниже уровня десны.
Этих недостатков можно избежать, применяя беззольную моделировочную пластмассу Pattern Resin фирмы “GC”, сертифицированную в Беларуси.
Представляем опыт использования беззольной пластмассыPattern Resin.
В период с августа 2008 г. по апрель 2009 г. нами было произведено протезирование 51 пациенту. Применялись различные виды несъемных конструкций с литыми культевыми штифтовыми вкладками (ЛКШВ), моделированными из беззольной пластмассы Pattern Resin.
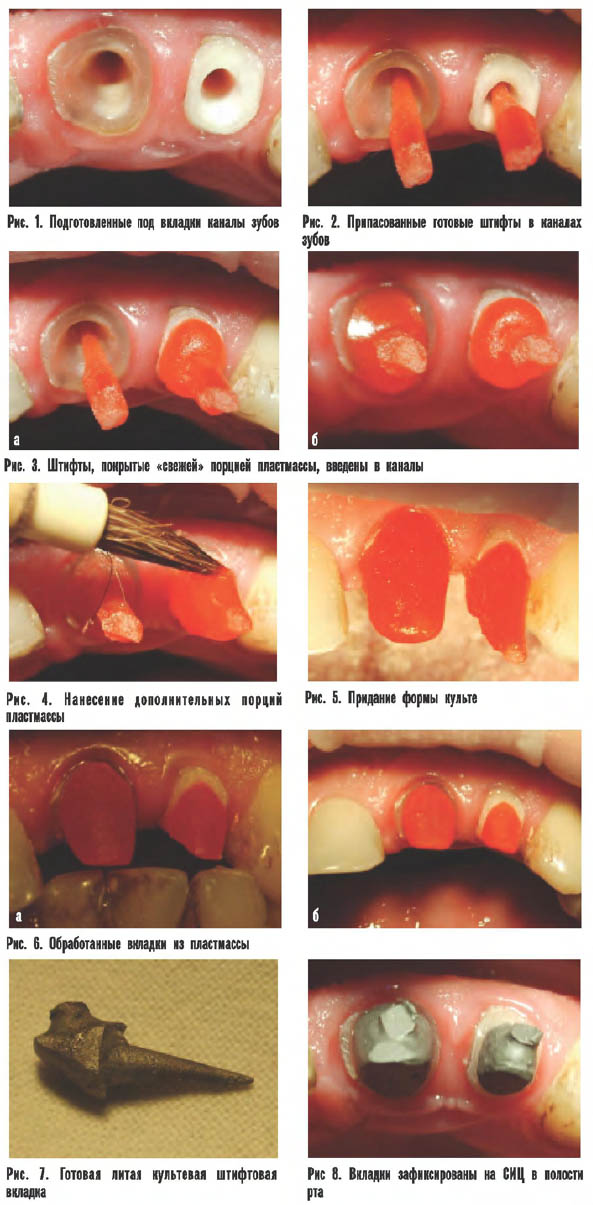
При подготовке зуба под вкладку иссекаются измененные и ослабленные ткани, устраняются поднутрения. Корневой канал распломбировывается не менее чем на 2/3 длины корня, при этом толщина стенок корня должна быть не меньше 1,2 мм (рис. 1). Длина культевой части должна быть равна (или меньше) внутрикорневой части, длина корня должна быть больше высоты будущей коронки.
Этапы и особенности изготовления литой культевой штифтовой вкладки из материала PatternResin прямым методом:
1. Помещаем нужное количество порошка и жидкости в резиновые чашечки.
2. Смачиваем кончик кисти в жидкости, отжимаем излишки о край чашечки и набираем небольшое количество порошка Pattern Resin. На кончике получается “шарик” из пластмассы нужной консистенции.
3. Для основы моделировки используются штифты из беззольной пластмассы, изготовленные заводским способом или сделанные при помощи силиконовой матрицы из Pattern Resin (рис. 2). Наносим пластмассу на штифт, на устье канала и вводим его в корневой канал. Пластмасса созревает в течение 2–3 минут (рис. 3 а, б). Рабочее время 1 мин. Возможно также введение Pattern Resin в канал каналонапонителем.
4. Постепенно добавляем дополнительно необходимые порции пластмассы (рис. 4). В процессе созревания пластмассы придаём вкладке необходимую форму. После нанесения каждой порции материала кисточку следует очищать в мономере и промакивать салфеткой.
5. После достижения необходимой формы и окончательного затвердения пластмассы (рис. 5) аккуратно извлекаем вкладку из зуба при помощи зажима.
6. Если вкладка или её часть не выводится, можно легко высверлить пластмассу: из зуба – твердосплавным бором, из канала – инструментом “LARGO” нужного диаметра. С зуба удаляются точки, препятствующие выведению вкладки, и процедура моделировки повторяется.
7. При нормальном выведении оцениваем четкость прилегания вкладки к зубу и наличие пор в пластмассе. При необходимости проводится перебазировка капелькой расплавленного воска или жидкой пластмассы. Чтобы предупредить проблему извлечения вкладки, через 1–1,5 мин после нанесения пластмассы для перебазировки (когда она немного загустеет) достаем вкладку из зуба, промываем её и корневой канал водой и опять вводим в корень.
8. Извлекаем модель вкладки и производим обработку твердосплавным бором или фрезой до необходимого размера и формы.
9. При изготовлении вкладки для дальнейшего протезирования металлокерамическими коронками зуб освобождается на необходимую ширину уступа (рис. 6 а, б).
10. Обрабатываем коронковую часть вкладки абразивными инструментами до необходимой величины и формы (рис. 7).
11. Обезжириваем, сушим вкладку и корневой канал.
12. Фиксацию литых культевых штифтовых вкладок производим на композитмодифицированный СИЦ Fuji Plus и стеклоиономерный цемент Fuji 1 фирмы “GC” (рис. 8). По данным литературы, наиболее приемлемы для фиксации вкладок и коронок композитные материалы: они характеризуются большой прочностью, устойчивостью к микроподтеканию и рассасыванию.
Возможно изготовление вкладок из Pattern Resin в лаборатории. Врач, подготовив должным образом зуб (зубы), получает силиконовыми оттискными материалами их двухслойный оттиск, оттиск антагонистов, оттиск или восковый базис с прикусным валиком, фиксирующий окклюзию. В лаборатории зубной техник отливает модель зубного ряда из супергипса, изолирует корневые каналы, зуб и, загипсовав модели в среднеанатомический артикулятор, моделирует вкладку по данной методике. Лабораторный метод показан в случаях изготовления большого количества вкладок (особенно при нефиксированной высоте прикуса), при наличии в анамнезе пациента аллергической предрасположенности или тяжелых соматических заболеваний.
В общей сложности пациентам было изготовлено 98 культевых штифтовых вкладок. Их качество оценивалось после моделирования и после литья путём припасовки. В 5 случаях вкладки долго припасовывались из-за неудовлетворительного качества литья.
Наш опыт работы свидетельствует о том, что моделирование культевых штифтовых вкладок из беззольной пластмассы Pattern Resin (“GC”) позволяет изготовить вкладки высокого качества и обеспечивает общий успех дальнейшего протезирования.
Основные преимущества использования беззольной пластмассы Pattern Resin: простота моделирования, точность прилегания смоделированной и готовой вкладки, минимальная возможность деформации на этапах моделирования и транспортировки. Время, затраченное на моделирование данным материалом, оправдывается высоким качеством выполненных им работ.
Современная стоматология. - 2010. - №1. - С. 66-67.
Внимание! Статья адресована врачам-специалистам. Перепечатка данной статьи или её фрагментов в Интернете без гиперссылки на первоисточник рассматривается как нарушение авторских прав.